Using ultrasonic cleaning for RGP contact lenses

Function and benefits
With the popularization of orthokeratology and the revival of scleral lenses, RGP lenses represent an important sector for manufacturers of special contact lenses. Their manufacture requires the use of a very sophisticated machine park: nanometric precision lathes, oscillating tools to produce asymmetric geometries, robotization of pallet loading, electronic transfers of information to machines, calibration devices, and plasma surface treatment.
It is surprising to find at the end of the production line a process that has not evolved: lens cleaning. In most cases, this is done by hand using microfiber cloths, cleaning fluids and physiological saline or distilled rinsing water. Small ultrasonic cleaning tanks are often used for different operations during manufacturing. This cleaning process is often poorly understood. Its optimal application allows a substantial gain in quality and profitability.
Ultrasound
Ultrasounds are vibratory waves with a frequency between 16,000 Hertz (or 16 kHz) and 10 MHz. They have the properties of elastic waves. Their propagation is almost optical, with little diffraction. They are not audible to the human ear.
Ultrasounds are divided into 2 categories:
Power ultrasounds have a frequency between 16 kHz and 1 MHz. They can cause physical and chemical changes and are mainly used for cleaning.
Diagnostic ultrasounds have a frequency between 1 and 10 MHz. They make it possible to determine the characteristics of the environment they pass through. These properties are used for example in medical imaging.
For information, the human voice is between 125 and 4000 Hz, the most audible frequencies being between 250 and 3000 Hz (1 Hertz being one cycle per second).

Principle of ultrasound propagation
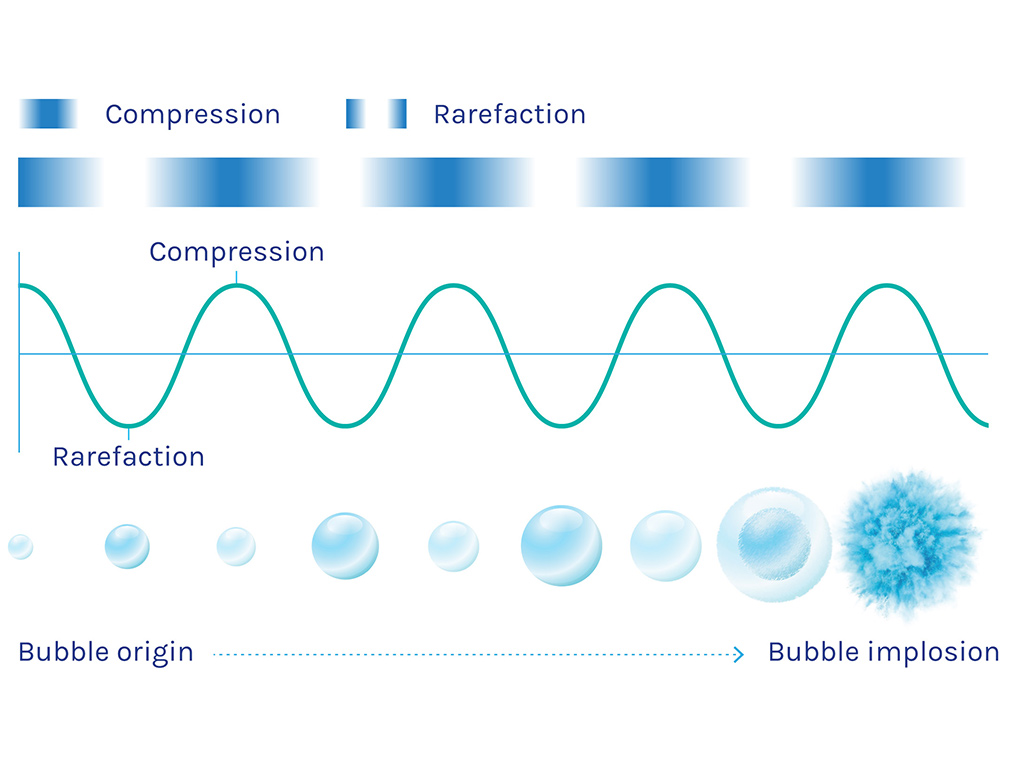
Ultrasonic waves travel in a liquid medium in a sinusoidal fashion, creating waves of compression/depression. An ultrasonic cleaning device consists of an electronic power generator and piezoelectric transducers. The transducers convert electrical energy into mechanical energy by their vibrations which are transmitted to the bottom of the tank. The number of transducers is variable depending on the size of the tank.
These vibrations produce ultrasonic waves. When these meet an object, the disturbances in the wave train will create a phenomenon called cavitation. A large amount of air bubbles is generated. These bubbles grow during the depression phase and then are compressed during the reverse phase. Their size, which ranges from 1 to 15 microns, depends on the frequency. During these movements of depression and compression the temperature in the bubbles increases until they implode, producing a micro-brushing at the molecular level which removes all the residues on the surface of the part to be cleaned.
During this implosion, it was calculated that the temperature in the center of the bubble could reach 4700 ºC and the pressure 1000 bar. The gas jet can reach a speed of 400 km/h.
This explains the gradual increase in temperature in an ultrasonic bath.
The whole point of ultrasonic cleaning lies in this concentration of energy, because by using globally low powers, we achieve incredibly significant local energy releases!
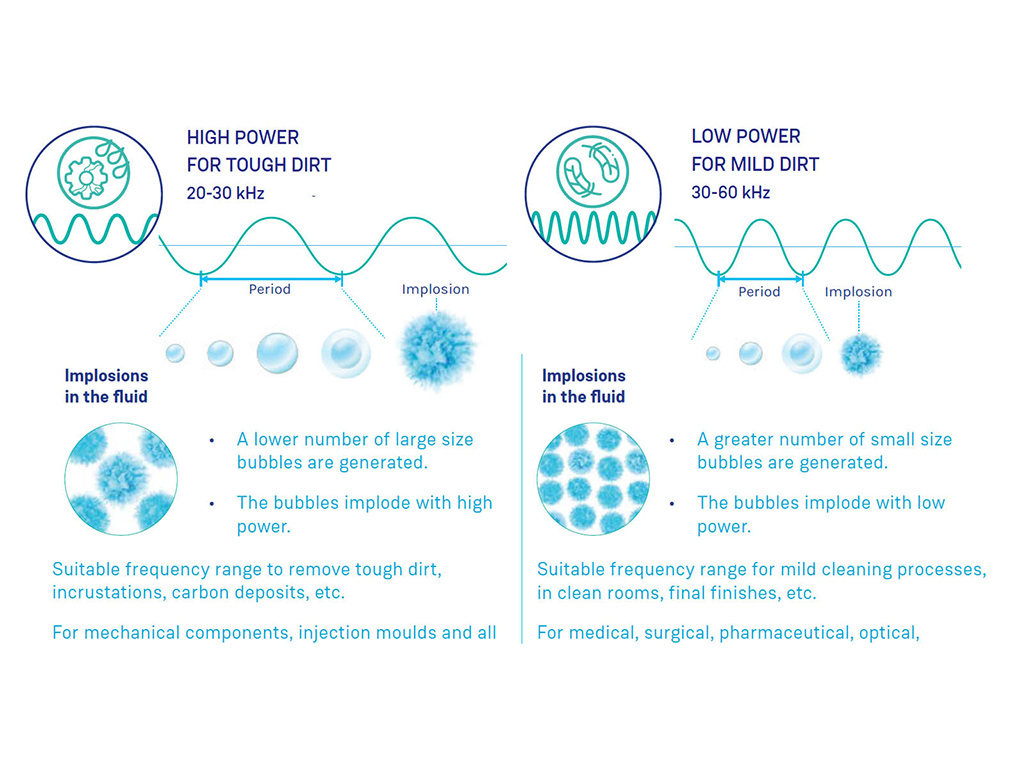
Frequency
Frequency plays an important role: at low frequency (20-30 kHz) larger bubbles (~ 12 microns) are produced with high power when they implode. This frequency range is suitable for removing heavy soiling. Areas of application: mechanical components, injection molds and engine parts, among others.
At higher frequencies (40 – 60 kHz) the diameter of the bubbles is smaller (~ 8 to 4 microns) with a lower force. This frequency range is suitable for delicate cleaning. Areas of application: medical, surgical, optical, and electronic components.
The power
Power is related to the range of motion produced by the transducers. The adhesion of the transducer to the bottom of the tank is a key element in the durability of the device. The technique of hot bonding of the transducers allows for greater regularity of cleaning and better longevity than the cold bonding used for low-end devices.
Detergent
Pure water is unsuitable for ultrasonic cleaning. It is recommended to add detergent to it. This will reduce the difference in surface tension between the water and the object to be cleaned, allowing a better effect of cavitation by bringing the bubbles closer to the surface. The composition of the detergent depends on the impurities to be cleaned and the object.
Temperature
40 ºC to 80 ºC are optimal temperatures: the viscosity and density of the liquid decrease and the pressure in the bubbles increases, which increases the effect of cavitation. Depending on the object to be cleaned, temperature control of the liquid is necessary due to the heating caused by cavitation.
Rinsing
Rinsing is necessary to remove all traces of detergent. There are different methods such as stirring the water, bubbling systems, etc. which allow better elimination of the product. Usually, demineralized water is used.
Sinner’s circle
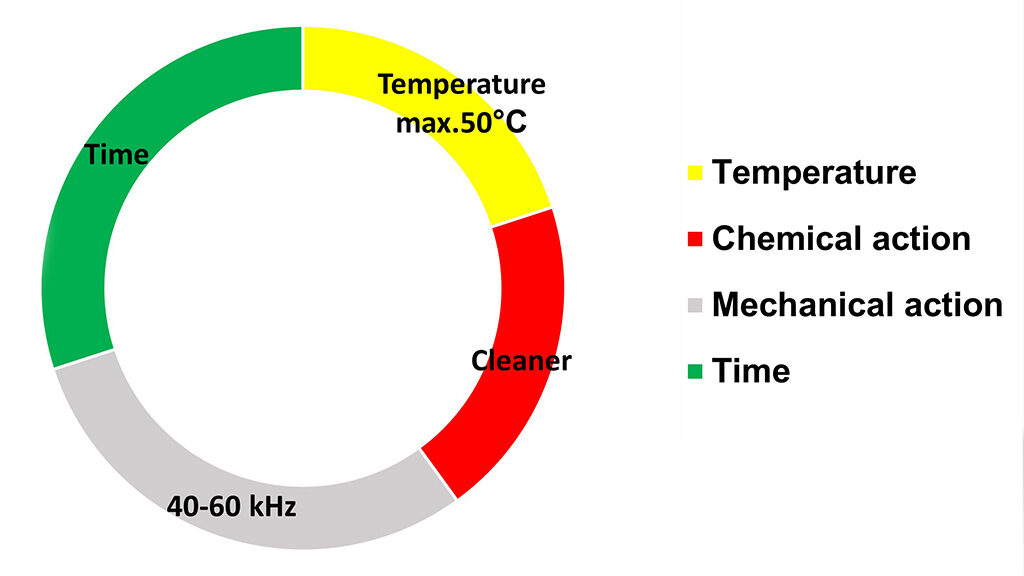
Dr Herbert Sinner (1900-1988) developed in 1959 a theory on cleaning based on the action of four elements: temperature, chemicals, mechanical action, and cleaning time. According to Sinner, for a good result, a decrease in one of the elements must be offset by one or more of the others. Thus, a decrease in chemicals must be compensated for by an increase in either mechanical action, temperature, or time. Or by a combination of these three elements.
Special features of cleaning RGP lenses
A field close to that of the manufacture of RGP contact lenses is that of ophthalmic lenses. In this field, ultrasonic cleaning is systematically used for washing lenses before a surface treatment: hard coating or anti-reflective coating. This allows optimum cleanliness without the risk of scratching the surface. The process is automated to ensure consistent quality throughout the day.
For RGP lenses, ultrasonic cleaning can be used for the following steps:
- After polishing the back surface, before inspection.
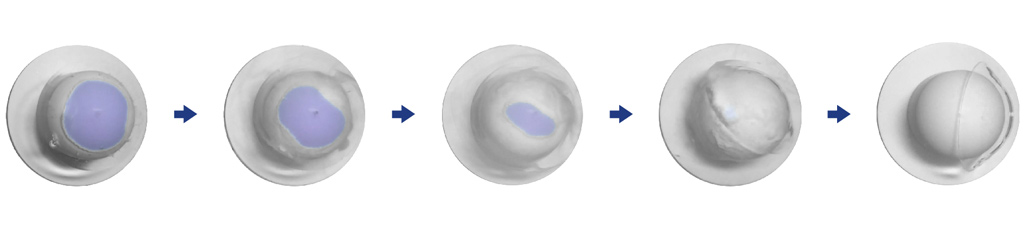
- For deblocking, especially for lenses attached to a plastic arbor with soluble wax.
- After deblocking before final control.
- After the final inspection, before packaging.
- Before plasma treatment.
Frequency
The ultrasonic frequency must be between 40 and 60 kHz.
Tools
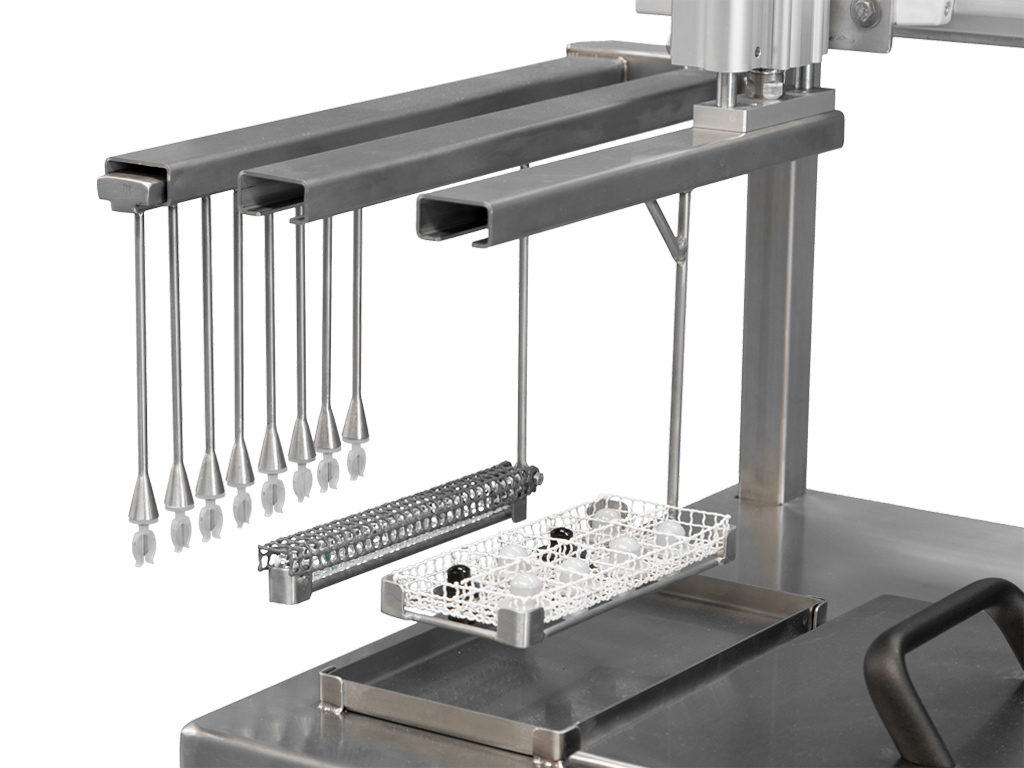
Exposing an RGP lens to ultrasound for too long without performing the right process and using non recommended tools can create marks on the surface. Stainless steel tools in the form of individual baskets allow processing of several contact lenses of different diameters at the same time.


Temperature
The working temperature should not exceed 50 °C. Above 50 °C there are risks of deformation of certain RGP materials. The ultrasonic tank should incorporate a controlled and monitored heating system prepared to avoid overheating.
Detergent
Using a certified ultrasonic detergent speeds up cleaning. In this case rinsing with DI water is necessary. Ideally the rinsing should be done in two separate tanks to have a minimum of contaminant in the last tank. The mineral content of this water must be less than 50 mg/l. Specific detergents for plastic medical devices should be preferred. The detergent concentration is significantly lower than that used for manual cleaning. It is generally one to two percent.
Sinner circle
In the case of RGP lenses, the mechanical action is fixed by ultrasound frequency. The temperature can be increased to a certain limit. A decrease or even a removal of the detergent must be compensated by an increase in time.
Quality of cleaning
An object must be clean before any disinfection or before any treatment. The effect of the conditioning solution on the lens will be optimal if no trace of pollutant remains. Most of the wettability problems will thus be avoided. Likewise, treatment with oxygen plasma will be more homogeneous over the entire contact lens surface.
Automating
As with ophthalmic lenses, it is possible to automate the entire cleaning procedure by using a multistage system. The dimensions of the device should be reduced to fit easily into the laboratory. It consists of several cleaning and rinsing tanks as well as a filtered air-drying tank. A robot transports the tools containing the lenses to the different vats.
A digital control allows the robot’s movements, temperatures, and treatment times to be programmed. In this way, cleanliness is constant throughout the working day, without manual intervention apart from placing and unloading the lenses.
Conclusions
Manual cleaning of RGP lenses during manufacture does not guarantee optimum cleanliness. The judicious use of ultrasonic cleaning devices leads to a gain in quality. As with ophthalmic lenses, repeatability of cleaning operations can be achieved by automating the process. Staff are relieved of repetitive and monotonous work, thus devoting themselves to more rewarding tasks.
Bruno Fantony
Bruno Fantony is an optometrist. He was Director of the Techno-Lens contact lens and ophthalmic lens manufacturing laboratory in Switzerland from 1987 to 2012. Currently he works as an independent consultant for various laboratories at Fantony LC.

Alejandro Cubel Yuste
Alejandro Cubel Yuste is an expert in ultrasonic cleaning solutions in both commercial and technical fields. He worked as Technical-Commercial Director of a cleaning equipment and technologies company from 2002 to 2009. He has been the co-founder and Chief Executive Officer of BRIO Ultrasonics since 2009 and is also the co-developer of the patented BRIO high-performance ultrasonic cleaning technology.